FG-katalog Glasfiber Stark och lätt glasfiberprodukt



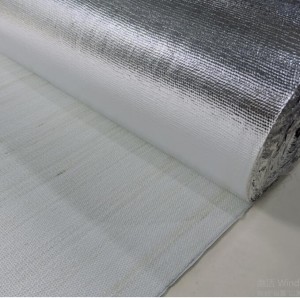
Produkttillämpning: Glasfibertejp används huvudsakligen inom industrin: värmeisolering, brandsäker, inflammationsfördröjande, tätning, etc. Speciellt appliceras den på försegling och skydd av alla typer av hushållseldstäder.
Teknisk översikt:
Arbetstemperatur:
550 ℃
Storleksintervall:
Bredd: 15-300 mm
Tjocklek: 1,5-5mm
Standardlängd: 30M
Mer kunskap om glasfiber
GARN AV GLASFIBER
Processen att omvandla smält glas till fibrer genom uppvärmning och dra glas till fina fibrer har varit känd i årtusenden; dock först efter att den industriella utvecklingen under 1930-talet möjliggjort en massproduktion av dessa produkter lämpliga för textilapplikationer.
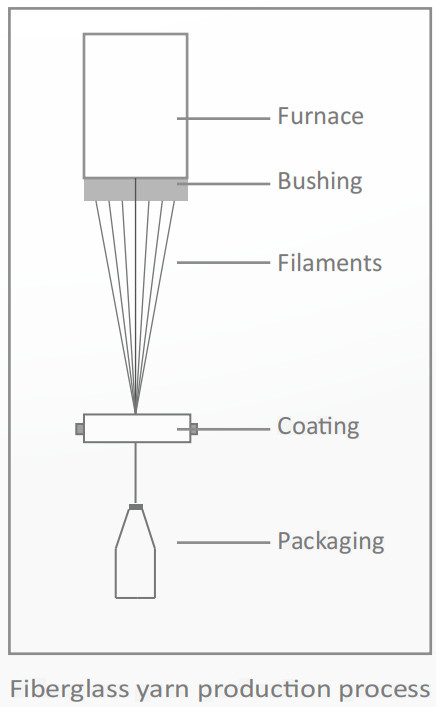
Fibrerna erhålls genom en femstegsprocess som kallas batchning, smältning, fibrering, beläggning och torkning/förpackning.
•Dosering
Under detta steg vägs råvarorna noggrant i exakta kvantiteter och blandas eller satsas noggrant. Till exempel, E-Glass, är sammansatt av SiO2 (kiseldioxid), Al2O3 (aluminiumoxid), CaO (kalciumoxid eller kalk), MgO (magnesiumoxid), B2O3 (boroxid), etc...
•Smältande
När materialet är batchat skickas det till speciella ugnar med en temperatur på cirka 1400°C. Normalt är ugnar indelade i tre sektioner med olika temperaturområde.
• Fiberisering
Det smälta glaset passerar genom bussning gjord av en erosionsbeständig platinalegering med ett bestämt antal mycket fina öppningar. Vattenstrålar kyler filamenten när de kommer ut från bussningen och samlas successivt ihop av höghastighetslindare. Eftersom spänning här appliceras dras strömmen av smält glas till tunna filament.
•Beläggning
En kemisk beläggning appliceras på filamenten för att fungera som smörjmedel. Detta steg är nödvändigt för att skydda filamenten från att nötas och gå sönder när de samlas upp och lindas upp till formade förpackningar.
•Torkning/förpackning
De dragna filamenten samlas ihop till ett knippe, som bildar en glassträng som består av olika antal filament. Strängen lindas på en trumma till en formningsförpackning som liknar en trådrulle.
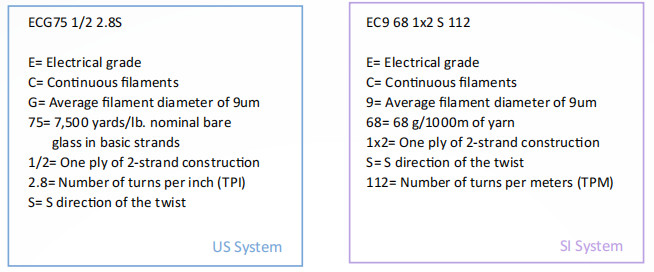
GARNNOMENKLATUR
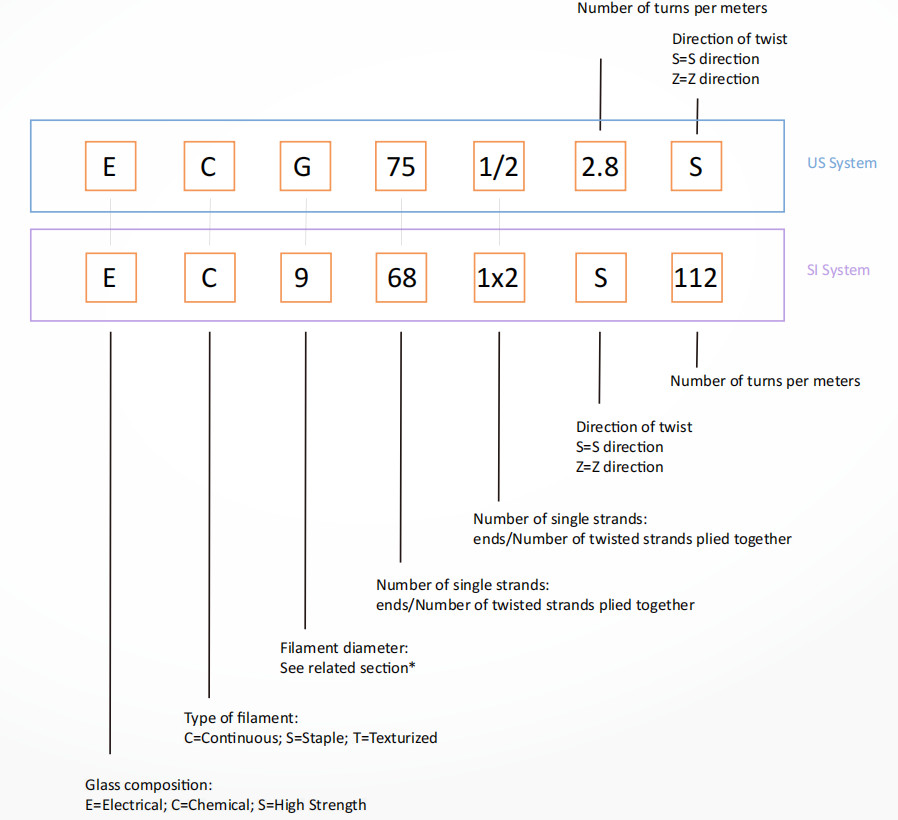
Glasfibrer identifieras normalt antingen med det sedvanliga amerikanska systemet (inch-pound-system) eller av det SI/metriska systemet (TEX/metriskt system). Båda är internt erkända mätstandarder som identifierar glassammansättning, filamenttyp, antal strängar och garnkonstruktion.
Nedan är det specifika identifieringssystemet för båda standarderna:
GARNNOMENKLATUR (forts.)
Exempel på garnidentifikationssystem
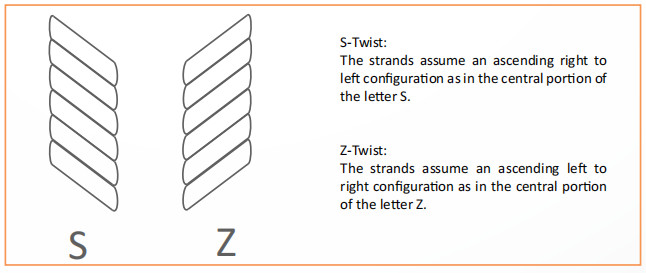
Vridriktning
Twisningen appliceras mekaniskt på garn för att ge fördelar i form av förbättrad nötningsbeständighet, bättre bearbetning och högre draghållfasthet. Riktningen på vridningen anges normalt antingen med bokstaven S eller Z.
Garnets S- eller Z-riktning kan kännas igen av garnets lutning när det hålls i en vertikal position
GARNNOMENKLATUR (forts.)
Garndiametrar -Jämförelsevärden mellan US och SI-system
| US Units (letter) | SI-enheter (mikron) | SI UnitsTEX (g/100m) | Ungefärligt antal filament |
| BC | 4 | 1.7 | 51 |
| BC | 4 | 2.2 | 66 |
| BC | 4 | 3.3 | 102 |
| D | 5 | 2,75 | 51 |
| C | 4.5 | 4.1 | 102 |
| D | 5 | 5.5 | 102 |
| D | 5 | 11 | 204 |
| E | 7 | 22 | 204 |
| BC | 4 | 33 | 1064 |
| DE | 6 | 33 | 408 |
| G | 9 | 33 | 204 |
| E | 7 | 45 | 408 |
| H | 11 | 45 | 204 |
| DE | 6 | 50 | 612 |
| DE | 6 | 66 | 816 |
| G | 9 | 66 | 408 |
| K | 13 | 66 | 204 |
| H | 11 | 90 | 408 |
| DE | 6 | 99 | 1224 |
| DE | 6 | 134 | 1632 |
| G | 9 | 134 | 816 |
| K | 13 | 134 | 408 |
| H | 11 | 198 | 816 |
| G | 9 | 257 | 1632 |
| K | 13 | 275 | 816 |
| H | 11 | 275 | 1224 |
Jämförelsevärden - Strand Twist
| TPI | TPM | TPI | TPM |
| 0,5 | 20 | 3.0 | 120 |
| 0,7 | 28 | 3.5 | 140 |
| 1.0 | 40 | 3.8 | 152 |
| 1.3 | 52 | 4.0 | 162 |
| 2.0 | 80 | 5.0 | 200 |
| 2.8 | 112 | 7,0 | 280 |
GARN
E-Glass Kontinuerligt tvinnat garn
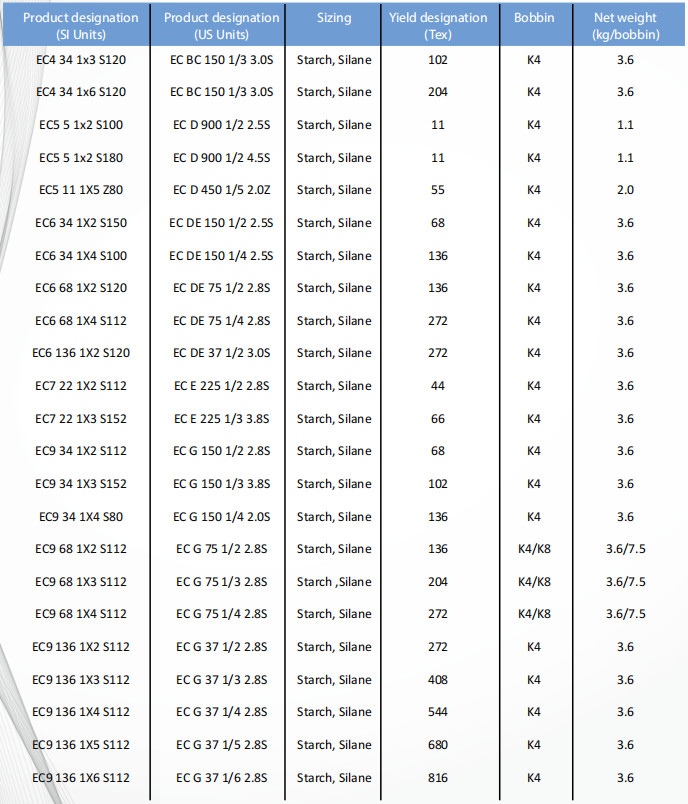
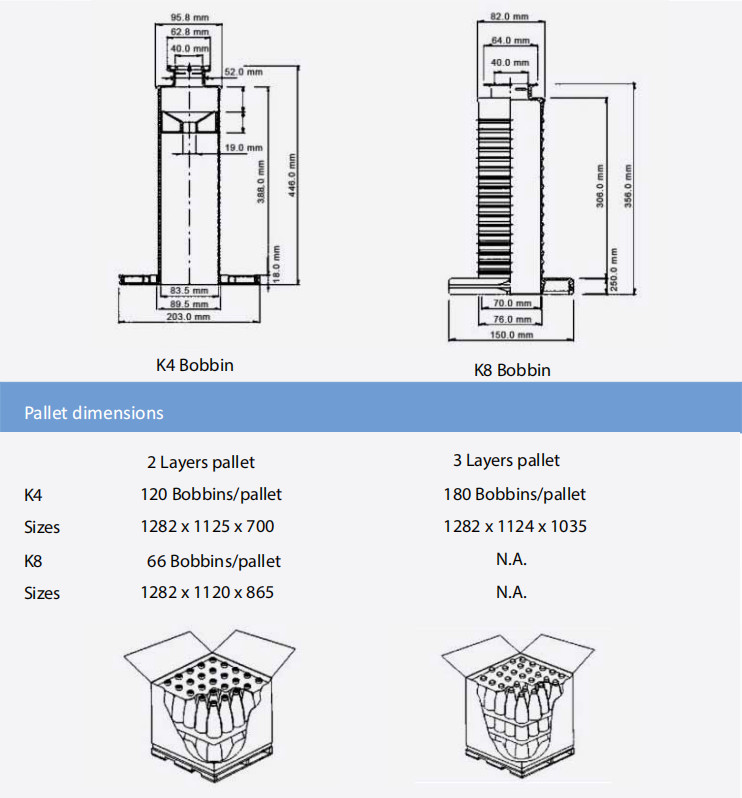
Förpackning
E-Glass Kontinuerligt tvinnat garn